给袋式包装机技术起源于日本,是为了提高机械化水平、降低劳动力而推向市场的一款设备;随着招工难、用工难现象的不断增加,2002年我国借鉴日本技术,不断研发创新并加以改进,研发出适合我国工人使用的改款设备。
给袋式包装机的上袋方式有上取袋、下取袋、平取袋、侧取袋和双上袋5种,下面就给大家介绍一下这5种上料方式的优缺点吧!
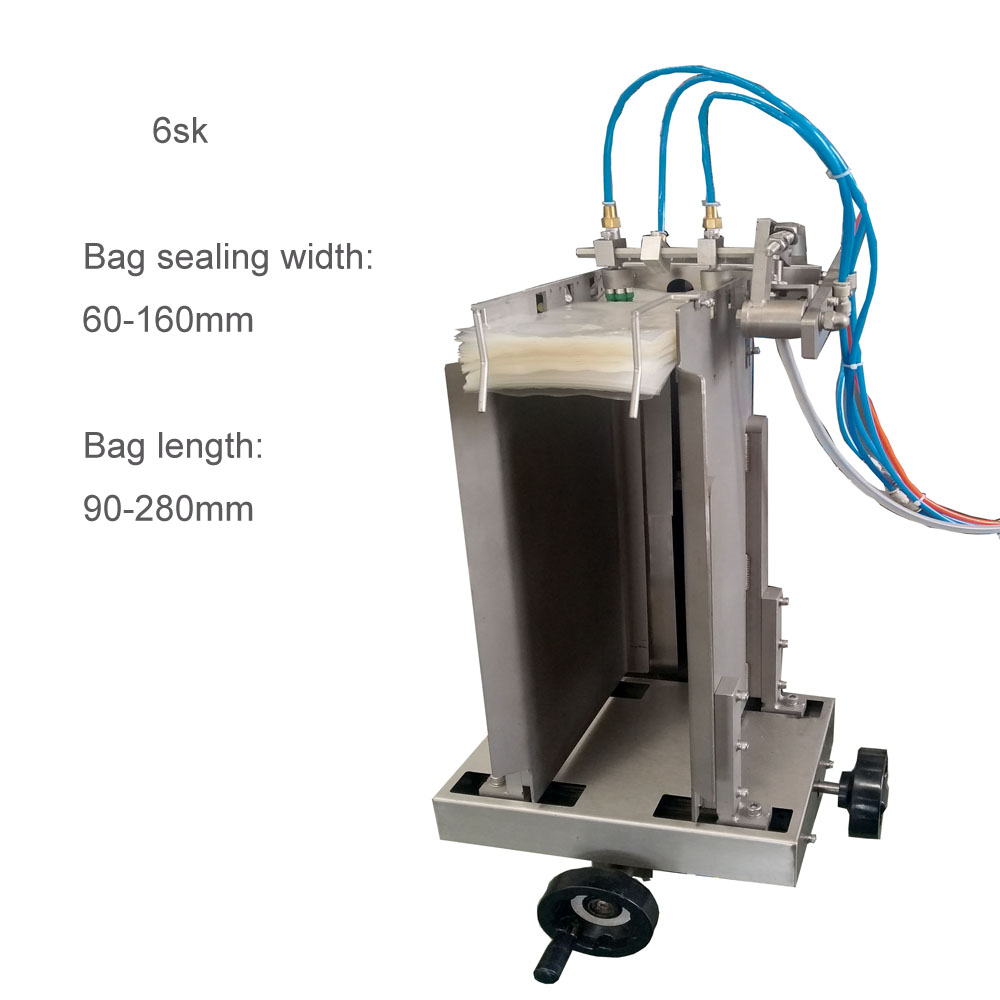
1、上取袋:袋子在托盒里面,并且在取袋部位的下方,通过运动将袋子置于取袋部位,采用上取袋的方法取出袋子;托盒上袋的优势为一次可放2000个以上的袋子,能够满足设备1-2小时的产量,并且通用性强,袋子只要是能够整理整齐的平面袋就可以进行包装,不受袋子厚度影响;其缺点也可以说是人性化的设计就是加袋子时,需要停机30S才可以继续工作,在停机的这个时间段,工人正好可以解决个人问题,检查袋子的封口效果是否满意,以便对设备及时做出调整。
这是用途广泛,非常实用的一种给袋方式。
2、下取袋:袋子上取袋部位的上面,通过吸盘把袋子吸下来,达到取袋部位,继续下面的工作;其优势为一次加几百个袋子,不停机连续加袋子;处于连续工作状态;其缺点为对袋子的厚薄度有要求,既不能太厚也不能太薄,太厚的袋子,吸盘吸起来费劲,会降低产品的产能;太薄的袋子,吸盘吸袋时会出现多包现象,造成浪费,并且在工作过程中,需要一个工人在设备旁边随着准备加袋子,增加工人的工作量。这种给袋方式,在南方给袋式真空包装机中常被采用。
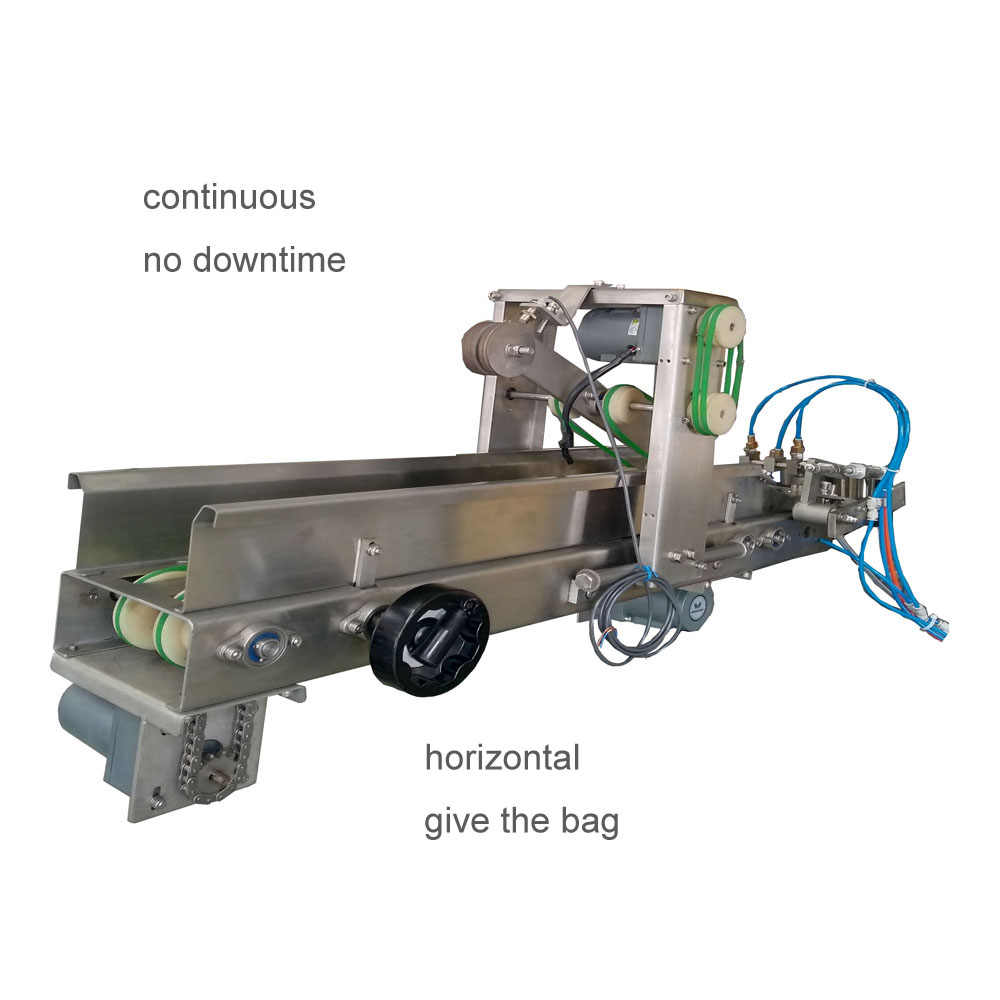
3、平取袋:袋子水平斜放在输送带上,根据输送带的长度可放几万个包装袋,当输送带运送到探测点时,利用吸盘将袋子吸出上袋;该种上料方式的优势为可连续上袋,不停机连续运动,一次放的袋子较多几万个,稳定性强;但是上料设备的成本较高,控制方式复杂,调试难度大,对于工人而言操作复杂,性价比相对低,且需包装厚袋子如铝箔平面袋,软袋子易卷边。这也是一种比较实用的给袋方式。
4、侧取袋:侧吸上袋的方式在直立包装机上较为常见,袋子立着放,下表面为斜面,后表面有重力车,通过重力车推动袋子下滑,吸盘侧吸,袋子呈立着状态,可缩短袋子和袋夹的距离,速度快。
5、双上袋:双托盒上袋的工作方式同1 (托盒上袋)的方式原理相同,只是由2个托盒交替工作,工作过程无需停机,但是结构复杂,设备成本较高,通用性和性价比相对差一些。
以上分享的内容就是有关于给袋式包装机的5种常用的上袋方式,常见的也就是前3种,随着科技的不断进步,食品工业会不断研发、更新,将几种上袋方式的优点相结合,研发出通用性强,性价比高的上袋方式来更好的 为企业创造价值。
{kind=link}